
продукти Категорія
- FM-передавач
- 0-50w 50w-1000w 2kw-10kw 10kw +
- ТВ передавач
- 0-50w 50-1kw 2kw-10kw
- антена FM
- ТВ антени
- антена аксесуар
- кабель з'єднувач розгалужувач харчування еквівалентна навантаження
- RF Transistor
- джерело живлення
- Аудіо обладнання
- DTV Front End обладнання
- система Link
- система STL Система Link Мікрохвильова піч
- FM-радіо
- вимірювач потужності
- інші продукти
- Спеціально для коронавірусу
продукти Теги
Fmuser Сайти
- es.fmuser.net
- it.fmuser.net
- fr.fmuser.net
- de.fmuser.net
- af.fmuser.net -> африкаанс
- sq.fmuser.net -> албанська
- ar.fmuser.net -> арабська
- hy.fmuser.net -> Вірменська
- az.fmuser.net -> азербайджанська
- eu.fmuser.net -> баскська
- be.fmuser.net -> білоруська
- bg.fmuser.net -> болгарська
- ca.fmuser.net -> Каталонська
- zh-CN.fmuser.net -> китайська (спрощена)
- zh-TW.fmuser.net -> китайська (традиційна)
- hr.fmuser.net -> хорватська
- cs.fmuser.net -> чеська
- da.fmuser.net -> данська
- nl.fmuser.net -> Голландська
- et.fmuser.net -> естонська
- tl.fmuser.net -> філіппінська
- fi.fmuser.net -> фінська
- fr.fmuser.net -> французька
- gl.fmuser.net -> галицький
- ka.fmuser.net -> грузинський
- de.fmuser.net -> німецька
- el.fmuser.net -> грецька
- ht.fmuser.net -> гаїтянський креольський
- iw.fmuser.net -> іврит
- hi.fmuser.net -> хінді
- hu.fmuser.net -> Угорська
- is.fmuser.net -> ісландська
- id.fmuser.net -> індонезійська
- ga.fmuser.net -> ірландський
- it.fmuser.net -> італійська
- ja.fmuser.net -> японська
- ko.fmuser.net -> корейська
- lv.fmuser.net -> латиська
- lt.fmuser.net -> литовська
- mk.fmuser.net -> македонська
- ms.fmuser.net -> малайська
- mt.fmuser.net -> мальтійська
- no.fmuser.net -> Норвезька
- fa.fmuser.net -> Перська
- pl.fmuser.net -> польська
- pt.fmuser.net -> португальська
- ro.fmuser.net -> румунська
- ru.fmuser.net -> російська
- sr.fmuser.net -> сербська
- sk.fmuser.net -> словацька
- sl.fmuser.net -> словенська
- es.fmuser.net -> іспанська
- sw.fmuser.net -> суахілі
- sv.fmuser.net -> шведська
- th.fmuser.net -> Тайська
- tr.fmuser.net -> турецька
- uk.fmuser.net -> український
- ur.fmuser.net -> урду
- vi.fmuser.net -> в'єтнамська
- cy.fmuser.net -> валлійська
- yi.fmuser.net -> Ідиш
Процес виготовлення друкованих плат | 16 кроків для виготовлення друкованої плати
"Виготовлення друкованих плат дуже важливе у промисловості друкованих плат, воно тісно пов’язане з дизайном друкованих плат, але чи справді ви знаєте всі етапи виготовлення друкованих плат у виробництві друкованих плат? У цій частині ми покажемо вам 16 кроків у процесі виготовлення друкованих плат. Включаючи те, що вони є і як вони працюють, у процесі виготовлення друкованих плат ----- FMUSER "
Спільний доступ - це турбота!
КРОК 1: Дизайн друкованої плати - проектування та виведення
КРОК 2: Складання файлів на друкованій платі - генерація плівки з дизайну друкованих плат
КРОК 3: Внутрішні шари Imaging Transfer - ДРУКУЙТЕ ВНУТРІШНІ ШАРИ
КРОК 4: Витравлення міді - Видалення небажаної міді
КРОК 5: Вирівнювання шарів - ламінування шарів разом
КРОК 6: Свердління отворів - для кріплення компонентів
КРОК 7: Автоматизована оптична перевірка (лише багатошарова друкована плата)
КРОК 8: OXIDE (лише багатошарова друкована плата)
КРОК 9: Зовнішній шар Травлення та остаточне смугування
КРОК 10: Маска для припою, шовкографія та обробка поверхонь
КРОК 12: Електричне випробування - випробування летючого зонда
КРОК 13: Виготовлення - профілювання та V-скоринг
КРОК 14: Мікросекція - додатковий крок
КРОК 15: Остаточний огляд - контроль якості друкованих плат
КРОК 16: Упаковка - обслуговує те, що вам потрібно
Дизайн друкованих плат
Проектування друкованих плат - це початковий етап процесу травлення, тоді як етап інженера CAM - це перший етап у виробництві друкованої плати нової друкованої плати,Дизайнер аналізує вимоги та вибирає відповідні компоненти, такі як процесор, блок живлення тощо. Створіть проект, який відповідає всім вимогам.

Але завжди пам’ятайте, що друковані плати повинні бути суворо сумісними з макетом друкованих плат, створеним дизайнером за допомогою програмного забезпечення для проектування друкованих плат. Якщо ви дизайнер, вам слід повідомити виробника контракту про версію програмного забезпечення для проектування друкованих плат, яка використовується для проектування схеми, оскільки це допомагає уникнути проблем, спричинених розбіжностями до виготовлення друкованих плат.
Після того, як дизайн буде готовий, надрукуйте його на папері. Переконайтеся, що дизайн поміщається всередину блискучої сторони паперу.
Існує також багато термінології друкованих плат у виробництві друкованих плат, дизайні друкованих плат тощо. Ви можете краще зрозуміти друковану плату, прочитавши деякі термінології друкованих плат із нижченаведеної сторінки!
Читайте також: Термінологічний словник друкованих плат (для новачків) | Дизайн друкованої плати
Зазвичай дані надходять у форматі файлу, відомого як розширений Gerber (Gerber також називається RX274x), який є найбільш часто використовуваною програмою, хоча можна використовувати й інші формати та бази даних.
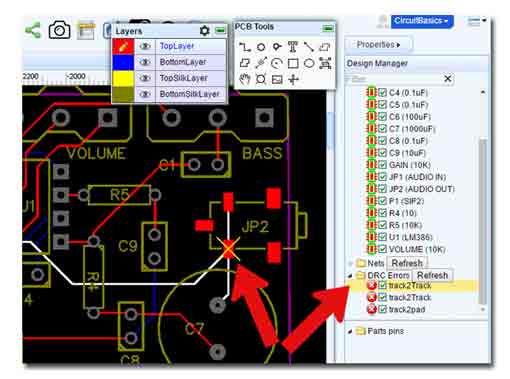
Після того, як проектна схема для друкованої плати буде введена в програмне забезпечення Gerber Extended, всі різні аспекти конструкції переглядаються, щоб не було помилок.
Після ретельного обстеження завершена конструкція друкованої плати доставляється на виробництво в завод з виготовлення друкованих плат. Після прибуття дизайн проходить другу перевірку виробника, відому як перевірка дизайну (DFM), яка забезпечує:
● Дизайн друкованої плати є технологічним
● Дизайн друкованої плати відповідає вимогам щодо мінімальних допусків під час виробничого процесу
▲ НАЗАД ▲
Також читайте: Що таке друкована плата (PCB) | Все, що вам потрібно знати
КРОК 2: Складання файлів на друкованій платі - генерація плівки з дизайну друкованих плат
Визначившись із дизайном друкованої плати, наступним кроком є її друк. Зазвичай це відбувається в темній кімнаті з контролем температури та вологості. Різні шари фотоплівки друкованих плат вирівнюються, пробиваючи точні реєстраційні отвори на кожному аркуші плівки. Фільм створений, щоб допомогти у створенні фігури мідного шляху.
Порада: Як дизайнер друкованих плат, після виведення файлів схеми друкованих плат, не забудьте нагадати виробникам про проведення перевірки DFM
Спеціальний принтер, який називається лазерним фотоплоттером, зазвичай використовується при друку на друкованій платі, хоча це лазерний принтер, він не є звичайним лазерним принтером.
Але цей процес зйомок вже не є адекватним для мініатюризації та технологічного прогресу. Деяким чином вона застаріває.
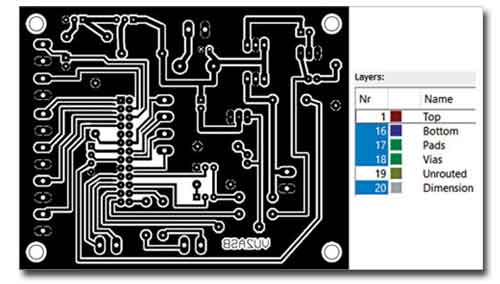
Лазерний фотоплоттер приймає дані плати та перетворює їх у піксельне зображення, потім лазер записує це на плівку, і експонована плівка автоматично розробляється та вивантажується для оператора.
Кінцевим продуктом виходить пластиковий лист із фотонегативом друкованої плати чорними чорнилами. Для внутрішніх шарів друкованої плати чорні чорнила представляють провідні мідні частини друкованої плати. Частина зображення, що залишилася, позначає ділянки непровідного матеріалу. Зовнішні шари слідують протилежній схемі: прозора для міді, але чорна - це область, яка буде витравлена. Плоттер автоматично розробляє плівку, і плівка надійно зберігається для запобігання небажаним контактам.
Кожен шар друкованої плати та маски для припою отримує власний прозорий і чорний плівковий лист. Загалом двошаровій друкованій платі потрібно чотири аркуші: два для шарів і два для маски припою. Важливо, що всі фільми повинні ідеально відповідати один одному. При гармонійному використанні вони намічають вирівнювання друкованих плат.
Для досягнення ідеального вирівнювання всіх плівок слід пробити дірки для реєстрації через всі плівки. Точність отвору відбувається шляхом регулювання столу, на якому сидить плівка. Коли крихітні калібрування столу ведуть до оптимального збігу, отвір пробивають. Отвори впишуться в реєстраційні шпильки на наступному кроці процесу візуалізації.
Читайте також: Наскрізний отвір проти поверхневого кріплення | Яка різниця?
▲ НАЗАД ▲
Цей крок стосується лише дощок, які мають більше двох шарів. Прості двошарові дошки переходять до свердління. Багатошарові дошки вимагають більше кроків.
Першим кроком є очищення міді.
У будівництві друкованих плат чистота має значення. Мідно-бічний ламінат очищається і передається в знезаражене середовище. Завжди пам’ятайте, щоб переконатися, що пил не потрапляє на поверхню, де це може спричинити коротке замикання або обрив готової друкованої плати.
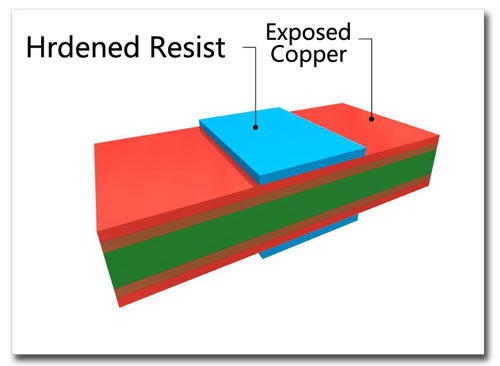
Чиста панель отримує шар фоточутливої плівки, що називається фоторезистом. Принтер використовує потужні ультрафіолетові лампи, які зміцнюють фоторезист через прозору плівку для визначення мідного малюнка.
Це забезпечує точну відповідність фотоплівки фоторезисту.
Оператор завантажує першу плівку на шпильки, потім панель з покриттям, а потім другу плівку. Ложе принтера має реєстраційні шпильки, що відповідають отворам у фотоінструментах та на панелі, забезпечуючи точне вирівнювання верхнього та нижнього шарів.
Плівка та дошка вишикуються і отримують випромінювання УФ-світла. Світло проходить через прозорі частини плівки, зміцнюючи фоторезист на міді знизу. Чорна фарба від плотера запобігає потраплянню світла на ділянки, не призначені для затвердіння, і їх планується видалити.
Під чорними зонами опір залишається загартованим. У чистій кімнаті використовується жовте освітлення, оскільки фоторезист чутливий до ультрафіолетового світла.

Продукт виходить із стійкістю, належним чином покриваючи мідні ділянки, які мають залишатися в остаточному вигляді. Технік оглядає дошки, щоб переконатися, що на цьому етапі не виникає помилок. Весь присутній в цей момент опір позначає мідь, яка буде виділятися в готовій друкованій платі.
Читайте також: Дизайн друкованих плат | Діаграма виробничих процесів друкованих плат, PPT та PDF
▲ НАЗАД ▲
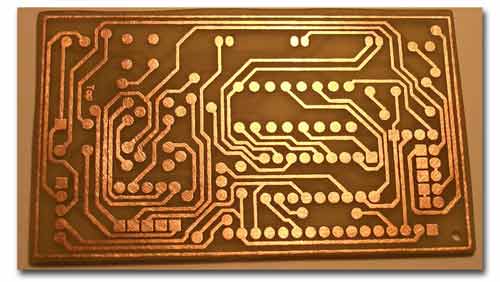
КРОК 4: Витравлення міді - Видалення небажаної міді
При виготовленні друкованих плат травлення - це процес видалення небажаної міді (Cu) з друкованої плати. Небажана мідь - це не що інше, як неконтурна мідь, яка знімається з плати. В результаті досягається бажана схема схеми. Під час цього процесу основну мідь або стартову мідь видаляють з плати.
Незатверділий фоторезист видаляється, а затверділий опір захищає бажану мідь, плата переходить до небажаного видалення міді. Ми використовуємо кислий травитель, щоб змити надлишок міді. Тим часом мідь, яку ми хочемо зберегти, залишається повністю покритою під шаром фоторезисту.
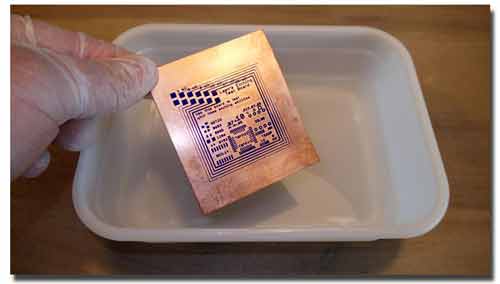
Виробники друкованих плат зазвичай використовують процес вологого травлення. При вологому травленні небажаний матеріал розчиняється при зануренні в хімічний розчин.
Існує два методи вологого травлення:
● Лужне травлення (аміачне)
Кислий метод використовується для витравлення внутрішніх шарів у друкованій платі. Цей метод включає такі хімічні розчинники, як Хлорид заліза (FeCl3) OR Хлорид міді (CuCl2).
Лужний метод використовується для витравлення зовнішніх шарів у друкованій платі. Тут використовуються хімічні речовини хлоридна мідь (CuCl2 Castle, 2H2O) + гідрохлорид (HCl) + перекис водню (H2O2) + склад води (H2O). Лужний метод - це швидкий процес і трохи дорожчий.
Процес ретельно контролюється, щоб гарантувати, що ширина готового провідника точно відповідає розрахованій. Але дизайнери повинні пам’ятати, що товстіші мідні фольги потребують ширших просторів між коліями. Оператор ретельно перевіряє, чи не потрапила вся небажана мідь
Після видалення непотрібної міді дошка обробляється для зачистки, де з дошки виймається олово, олово / нежирний матеріал або фоторезист.
Тепер небажану мідь видаляють за допомогою хімічного розчину. Цей розчин видалить зайву мідь, не завдаючи шкоди затверділому фоторезисту.
Читайте також: Як утилізувати відходи друкованої плати? | Те, що ви повинні знати
▲ НАЗАД ▲
КРОК 5: Вирівнювання шарів - ламінування шарів разом
Разом з тонкими шарами мідної фольги для покриття зовнішніх поверхонь верхньої та нижньої сторін дошки пари шарів складаються один до одного, щоб створити «сендвіч» з друкованої плати. Для полегшення склеювання шарів кожна пара шарів матиме між собою лист «препрегу». Prepreg - це склопластиковий матеріал, просочений епоксидною смолою, який буде плавитися під час нагрівання та тиску в процесі ламінування. У міру охолодження препрег він скріплюватиме пари між собою.
Для виготовлення багатошарової друкованої плати, чергування шарів скловолокнистого листа, звареного епоксидною смолою, що називається препрег та провідні серцевинні матеріали, ламінують разом під високою температурою та тиском за допомогою гідравлічного преса. Тиск і нагрівання змушують препрег плавитися і з’єднувати шари. Після охолодження отриманий матеріал виконує ті самі технологічні процеси, що і двостороння друкована плата. Ось докладніше про процес ламінування на прикладі 4-шарової друкованої плати:

Складання дошки разом під час цієї фази потрібно багато уваги до деталей, щоб підтримувати правильне вирівнювання схеми на різних шарах. Після того, як стек буде завершений, закріплені шари ламінуються, і тепло і тиск процесу ламінування злиють шари в одну друковану плату.
▲ НАЗАД ▲
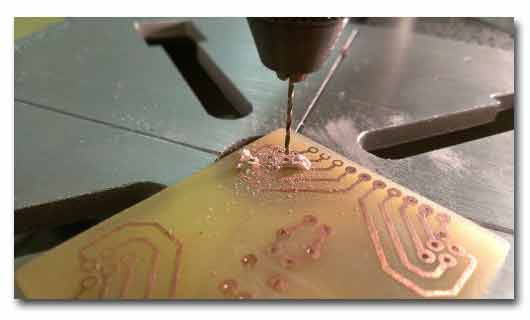
КРОК 6: Свердління отворів - для кріплення компонентів
Vias, кріплення та інші отвори свердляться крізь друковану плату (зазвичай в панелях панелей, залежно від глибини свердління). Точність та чисті стінки отворів є важливими, і це забезпечує сучасна оптика.
Щоб знайти місце розташування цілей буріння, рентгенівський локатор визначає правильні місця цілі буріння. Потім набридають належні отвори для реєстрації, щоб закріпити стек для ряду більш конкретних отворів.
Перед свердлінням технік кладе дошку буферного матеріалу під мішень для буріння, щоб забезпечити введення чистого отвору. Вихідний матеріал запобігає будь-якому непотрібному розриву виходів свердла.
Комп’ютер керує кожним мікрорухом свердла - цілком природно, що виріб, який визначає поведінку верстатів, буде покладатися на комп’ютери. Комп’ютерна машина використовує свердлильний файл за оригінальною конструкцією, щоб визначити відповідні місця для свердління.
Після свердління отворів їх очищають за допомогою хімічних та механічних процесів для видалення смоляних мазків та сміття, спричинених свердлінням. Потім вся відкрита поверхня дошки, включаючи внутрішню частину отворів, хімічно покривається тонким шаром міді. Це створює металеву основу для гальванічного покриття додаткової міді у отвори та на поверхню на наступному кроці.
Після завершення свердління додаткова мідь, яка вистилає краї виробничої панелі, піддається профілактичному інструменту.
▲ НАЗАД ▲
КРОК 7: Автоматизована оптична перевірка (лише багатошарова друкована плата)
Після ламінування неможливо розібрати помилки у внутрішніх шарах. Тому панель піддається автоматичному оптичному контролю перед склеюванням та ламінуванням. Машина сканує шари за допомогою лазерного датчика і порівнює його з оригінальним файлом Гербера, щоб виявити розбіжності, якщо такі є.
Після того, як всі шари будуть чистими і готовими, їх потрібно перевірити на вирівнювання. Як внутрішній, так і зовнішній шари будуть вишикуватися за допомогою отворів, просвердлених раніше. Оптичний перфоратор свердлить штифт над отворами, щоб утримувати рівні. Після цього починається процес перевірки, щоб переконатися у відсутності недоліків.
Найпоширенішими подіями, які відбуваються під час процесу зображення шару, що призводить до короткої або відкритої пов'язаної проблеми, є:
● Зображення експонується неправильно, спричинюючи або збільшення / зменшення розміру функцій.
● Погана суха плівка протистоїть адгезії, що може призвести до порізів, порізів або отворів на травленому малюнку.
● Мідь є недотравлене, залишаючи небажану мідь або спричиняючи збільшення розміру функцій або шортів.
● Мідь є надто травлене, видаляючи необхідні мідні елементи, створюючи зменшені розміри елементів або скорочення.
Зрештою, AOI є важливою частиною виробничого процесу, який допомагає забезпечити точність, якість та своєчасну доставку друкованої плати.
▲ НАЗАД ▲
Оксид (називається чорним або коричневим оксидом залежно від процесу), являє собою хімічну обробку внутрішніх шарів багатошарових друкованих плат перед ламінуванням для збільшення шорсткості плакованої міді для поліпшення міцності склеювання ламінату. Цей процес допомагає запобігти розшаруванню або поділу між будь-якими шарами основного матеріалу або між ламінатом та провідною фольгою, як тільки процес виготовлення буде завершений.
КРОК 9: Зовнішній шар травлення та остаточне смугування
Фоторезист зачистки
Після нанесення панелі фоторезист стає небажаним і його потрібно зняти з панелі. Це робиться в горизонтальний процес містить чистий лужний розчин, який ефективно видаляє фоторезист, залишаючи основну мідь панелі відкритою для видалення в наступному процесі травлення.
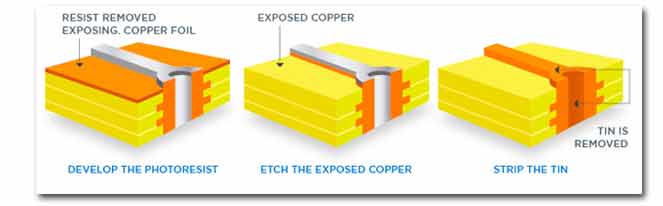
На цьому етапі олово охороняє ідеальну мідь. Небажана відкрита мідь та мідь під рештою шару резисту відчувають видалення. У цьому офорті, ми використовуємо аміачний травитель для травлення небажаної міді. Тим часом олово забезпечує необхідну мідь на цій стадії.
На цьому етапі провідні регіони та зв’язки набувають законного характеру.
Зачистка олова
Після процесу травлення мідь, що міститься на друкованій платі, покривається стійкістю до травлення, тобто оловом, яке більше не потрібно. Отже, ми знімаємо його, перш ніж продовжувати далі. Для видалення олова можна використовувати концентровану азотну кислоту. Азотна кислота дуже ефективно видаляє олово і не пошкоджує мідні ланцюги контурів під металом олова. Таким чином, тепер ви маєте чіткі чіткі контури міді на друкованій платі.
Після завершення покриття на панелі суха плівка протистоїть залишкам, а мідь, що лежить під нею, потрібно видалити. Тепер панель буде проходити процес стрижки-травлення (SES). Панель позбавлена опору, а мідь, яка зараз виставлена і не покрита оловом, буде витравлена так, що залишаться лише сліди та подушечки навколо отворів та інші мідні візерунки. Суха плівка видаляється з оловлених панелей, а відкрита мідь (не захищена оловом) витравлюється, залишаючи бажаний шаблон схеми. На цьому основна схема плати завершена
▲ НАЗАД ▲
КРОК 10: Припойна маска, шовкографія та покриття поверхні
Для захисту дошки під час складання матеріал припою наноситься за допомогою ультрафіолетового випромінювання, подібного до того, що застосовувався з фоторезистом. Ця припойна маска буде покривати всю поверхню дошки, за винятком металевих колодок та елементів, які будуть спаяні. На додаток до маски для припою, на дошці шовковим екраном наносять позначки компонентів та інші маркування дошки. Як припойна маска, так і чорнило шовкографії друкують друковану плату в духовці.
Друкована плата також матиме поверхневе покриття, нанесене на відкриті металеві поверхні. Це допомагає захистити відкритий метал і допомагає в процесі пайки під час складання. Одним з прикладів обробки поверхні є нівелювання гарячим повітрям (HASL). Дошку спочатку покривають флюсом, щоб підготувати її до припою, а потім занурюють у ванну з розплавленим припоєм. Коли дошка знімається з паяльної ванни, дуття гарячого повітря під високим тиском видаляє надлишки припою з отворів і згладжує припій на поверхні металу.
Застосування маски припою
Маска для припою наноситься на обидві сторони дошки, але перед цим панелі покриваються чорнилом для епоксидної пайки. На дошки надходить спалах УФ-світла, який проходить крізь припою маску. Покриті частини залишаються незатверділими і їх буде видалено.
Зеленим було обрано стандартний колір припою, оскільки він не напружує очі. Перш ніж машини змогли перевірити друковані плати під час процесу виготовлення та складання, це були всі ручні перевірки. Верхнє світло, яке використовується для техніків для перевірки дощок, не відображається на зеленій масці припою і найкраще підходить для їх очей.
Номенклатура (шовкографія)
Шовковий скринінг або профілювання - це процес друку всієї важливої інформації на друкованій платі, наприклад ідентифікатора виробника, номерів компонентів назви компанії, точок налагодження. Це корисно під час обслуговування та ремонту.

Це також найхудожніший процес виготовлення друкованих плат. На майже завершеній платі надруковані зручні для читання літери, які зазвичай використовуються для ідентифікації компонентів, тестових точок, номерів деталей друкованої плати та PCBA, попереджувальних символів, логотипів компаній, кодів дат та знаків виробника.
Друкована плата остаточно переходить на останню стадію покриття та затвердіння.
Золоте або срібне покриття поверхні
Друкована плата покрита золотом або сріблом, щоб додати платі додаткову здатність до припою, що збільшить зв’язок припою.
Нанесення кожної обробки поверхні може дещо відрізнятися в процесі, але передбачає занурення панелі у хімічну ванну, щоб покрити будь-яку відкриту мідь бажаним покриттям.
Кінцевим хімічним процесом, який використовується для виготовлення друкованої плати, є нанесення обробки поверхні. Хоча припойна маска охоплює більшу частину схеми, обробка поверхні призначена для запобігання окисленню рештки оголеної міді. Це важливо, тому що окислену мідь не можна спаяти. Існує багато різних обробок поверхонь, які можна застосувати до друкованої плати. Найпоширенішим є рівень припою для гарячого повітря (HASL), який пропонується як свинцевим, так і безсвинцевим. Але залежно від технічних характеристик друкованої плати, застосування або процесу складання, підходяща обробка поверхонь може включати безелектричне нікелеве заглиблене золото (ENIG), м’яке золото, тверде золото, занурене срібло, олово для занурення, органічний консервант для паяння (OSP) та інші.
Потім друковану плату покривають золотим, срібним або свинцевим покриттям HASL або вирівнюванням припою гарячим повітрям. Це робиться для того, щоб компоненти могли припаюватися до створених подушечок і захищати мідь.
▲ НАЗАД ▲
КРОК 12: Електричне випробування - випробування летючого зонда
В якості останнього запобіжного заходу для виявлення, плата буде перевірена техніком на предмет функціональності. На даний момент вони використовують автоматизовану процедуру для підтвердження функціональності друкованої плати та її відповідності оригінальному дизайну.
Зазвичай називається вдосконалена версія електротестування Тестування літаючого зонда що залежить від рухомих щупів для перевірки електричних характеристик кожної мережі на оголеній друкованій платі, буде використовуватися в електричному випробуванні.
Будуть визначені будь-які шорти чи відкриття, що дозволяє оператору здійснити ремонт або викинути друковану плату як несправну. Залежно від складності конструкції та кількості точок випробування, електричне випробування може зайняти десь від декількох секунд до декількох годин.
Крім того, залежно від різних факторів, таких як складність конструкції, кількість шарів та фактор ризику компонентів, деякі клієнти вирішують відмовитись від електричних випробувань, щоб заощадити час та витрати. Це може бути нормально для простих двосторонніх друкованих плат, де не так багато речей може піти не так, але ми завжди рекомендуємо проводити електричні випробування багатошарових конструкцій незалежно від складності. (Порада. Надання виробникові «мережевого списку» на додаток до файлів дизайну та приміток щодо виготовлення - це один із способів запобігти виникненню несподіваних помилок.)
▲ НАЗАД ▲
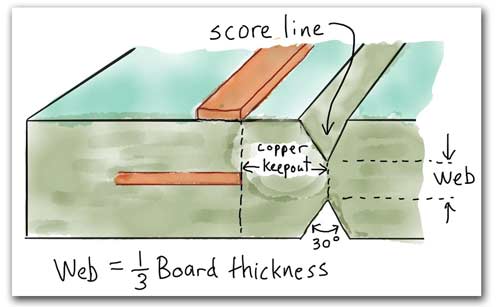
КРОК 13: Виготовлення - Профілювання та V-скоринг
Як тільки панель друкованої плати завершить електричне випробування, окремі плати готові до відокремлення від панелі. Цей процес виконується за допомогою верстата з ЧПУ або маршрутизатора, який направляє кожну плату з панелі до потрібної необхідної форми та розміру. Зазвичай використовувані фрези мають розмір 0.030 - 0.093, і для прискорення процесу кілька панелей можна складати на два-три висоти залежно від загальної товщини кожного. Під час цього процесу верстат з ЧПУ також може виготовляти прорізи, фаски та скошені кромки, використовуючи різноманітні розміри фрези.
Процес маршрутизації a процес фрезерування, при якому фрезерний біт використовується для різання профілю бажаного контуру дошки. Панелі “прикріплені та складені”, Як це було зроблено раніше під час процесу„ Буріння ”. Звичайний стек - від 1 до 4 панелей.
Щоб профілювати друковані плати та вирізати їх із виробничої панелі, нам потрібно вирізати, тобто вирізати різні дошки від вихідної панелі. Метод застосовується або в центрі, використовуючи маршрутизатор або v-паз. Маршрутизатор залишає невеликі виступи по краях плати, тоді як v-паз вирізає діагональні канали вздовж обох сторін плати. Обидва способи дозволяють дошкам легко вискакувати з панелі.
Замість того, щоб прокладати окремі невеликі дошки, друковані плати можуть бути перенаправлені як масиви, що містять кілька дощок з вкладками або лініями оцінок. Це дозволяє спростити збір декількох дощок одночасно, одночасно дозволяючи монтажнику розбити окремі дошки, коли збірка завершена.
Нарешті, дошки перевірятимуть на чистоту, гострі краї, задирки тощо та за потреби очищатимуть.
КРОК 14: Мікросекція - додатковий крок
Мікросекція (також відома як поперечний переріз) є необов’язковим етапом у процесі виготовлення друкованих плат, але є цінним інструментом, що використовується для перевірки внутрішньої конструкції друкованої плати як для перевірки, так і для аналізу відмов. Щоб створити зразок для мікроскопічного дослідження матеріалу, поперечний переріз друкованої плати вирізають і поміщають у м’який акрил, який твердне навколо нього у формі хокейної шайби. Потім зріз полірують і розглядають під мікроскопом. Детальний огляд можна здійснити, перевіривши численні деталі, такі як товщина покриття, якість свердла та якість внутрішніх з'єднань.

КРОК 15: Остаточний огляд - контроль якості друкованих плат
На останньому етапі процесу інспектори повинні дати кожній друкованій платі остаточну ретельну перевірку. Візуальна перевірка друкованої плати на відповідність критеріям прийнятності. Використання ручного візуального огляду та AVI - порівнює друковану плату з Гербером і швидше перевіряє швидкість, ніж людські очі, але все одно вимагає перевірки людини. Усі замовлення також піддаються повній інспекції, включаючи розмірність, паяльність тощо забезпечити відповідність продукту стандартам замовника, а перед упаковкою та відправленням на борту партії проводиться 100% аудит якості.

● IPC-A-600 - Прийнятність друкованих плат, що визначає загальнопромисловий стандарт якості прийому друкованих плат.
● IPC-6012 - Специфікація кваліфікації та експлуатаційних характеристик твердих дощок, яка встановлює типи твердих дощок та описує вимоги, які повинні відповідати під час виготовлення трьох класів продуктивності дощок - класу 1, 2 та 3.
Друкована плата класу 1 матиме обмежений термін експлуатації, і де вимога - це просто функція кінцевого продукту (наприклад, відкривання гаражних воріт).
Друкована плата класу 2 була б такою, коли бажана безперервна продуктивність, продовжений термін служби та безперебійне обслуговування, але не критично (наприклад, материнська плата ПК).
Друкована плата класу 3 включатиме кінцеве використання, коли постійні високі показники роботи або продуктивність за запитом є критичними, відмови не можна допустити, і виріб повинен функціонувати, коли це потрібно (наприклад, системи управління польотом або оборони).
▲ НАЗАД ▲
КРОК 16: Упаковка - обслуговує те, що вам потрібно
Дошки обгортають матеріалами, що відповідають стандартним вимогам щодо упаковки, а потім упаковують у коробки перед відправкою із використанням потрібного виду транспорту.
І як можна здогадатися, чим вищий клас, тим дорожче друкована плата. Загалом, різниця між класами досягається тим, що вимагаються більш жорсткі допуски та засоби контролю, що призводить до отримання більш надійного продукту.
Незалежно від зазначеного класу, розміри отворів перевіряються штифтовими датчиками, маска припою та легенда візуально перевіряються на загальний вигляд, маска припою перевіряється на наявність зазіхань на прокладки, а також якість та покриття поверхні обстежується обробка.
Настанови щодо інспекції IPC та їх співвідношення з дизайном друкованих плат дуже важливо для дизайнерів друкованих плат, щоб також ознайомитися з ними, процес замовлення та виготовлення також є життєво важливим.
Не всі друковані плати є рівними, і розуміння цих рекомендацій допоможе забезпечити відповідність виробленого продукту вашим очікуванням як з точки зору естетики, так і з точки зору продуктивності.
Якщо ти ПОТРІБНА БУДЬ-ЯКА ДОПОМОГА з Дизайн друкованої плати або є запитання щодо Етапи виготовлення друкованих плат, будь ласка, не соромтесь поділитися з FMUSER, МИ ЗАВЖДИ СЛУХАЄМО!

Спільний доступ - це турбота!
▲ НАЗАД ▲
